





 扫一扫
扫一扫

水下焊接方法
干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服
局部干法焊接
局部干法是焊工在水中施焊,人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。由于局部干法还处于研究之中,因此使用尚不普遍。
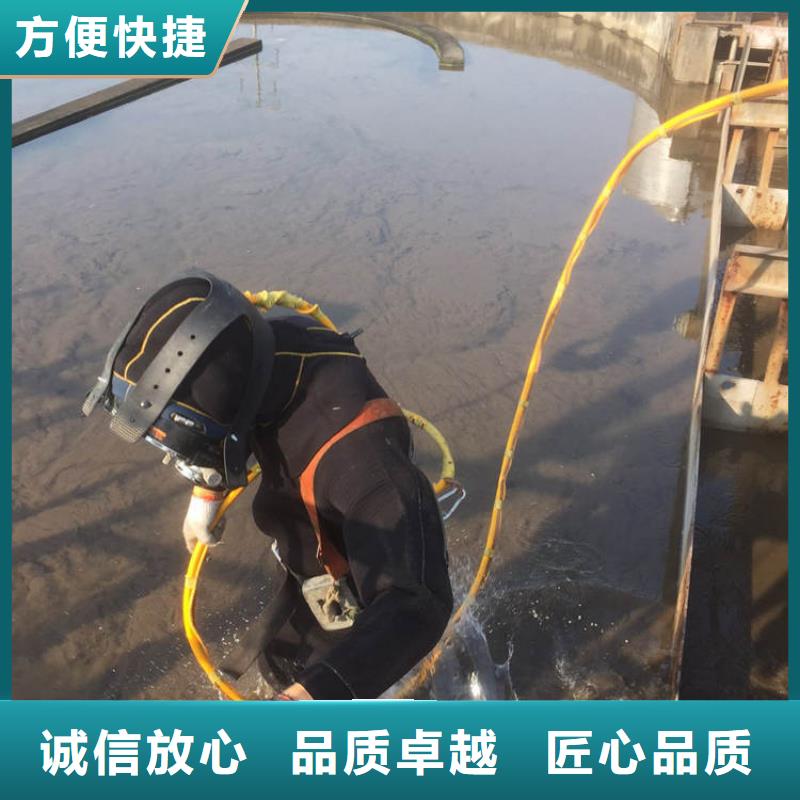
湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。



盛龙水下堵漏封堵切割打捞焊接作业工程有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 宣城水下打捞公司、产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 宣城水下打捞公司、产品。


水下氧-火焰切割法通常适用于切割低碳钢、低合金钢等易氧化的材料,不适用于切割不锈钢及除钛以外的有色金属,最适宜切割的厚度范围为10~40mm。切割薄板比较困难,因为薄板在水中的冷却速度比厚板快得多,难以预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。
药皮焊条切割虽然切口质量较差,但应用广泛。既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,尤其适合于切割6mm以下的薄板。切割厚板时困难一些,需要采用拉锯的操作方式使焊条在切口内来回拉锯,以便将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。






技术支持:cnwbgg.com